
Air Operated Double Diaphragm Pumps


With unbalanced valve design, the pump will never stall/shut down under
high/low pressure operation.
- lubricant-free air chamber.
- Special design of air chamber with excellent air tightness can reduce
air consumption effectively.
- The valve rod has high wear resistant and long life span after hard anodized.
- Special design of diaphragm has the longest life span, highest sustainable
temperature and least wear parts compared to all the other competitors.
Drum & Container Pumps


Application
Applications in different industrial transferring.
Advantage
1.Overheated protector system
2. Safety Manual switching device
3.Casing use fireproof insulation materials
4.appoved by CE certificate.
5. Euro, US, and UK plug available option.
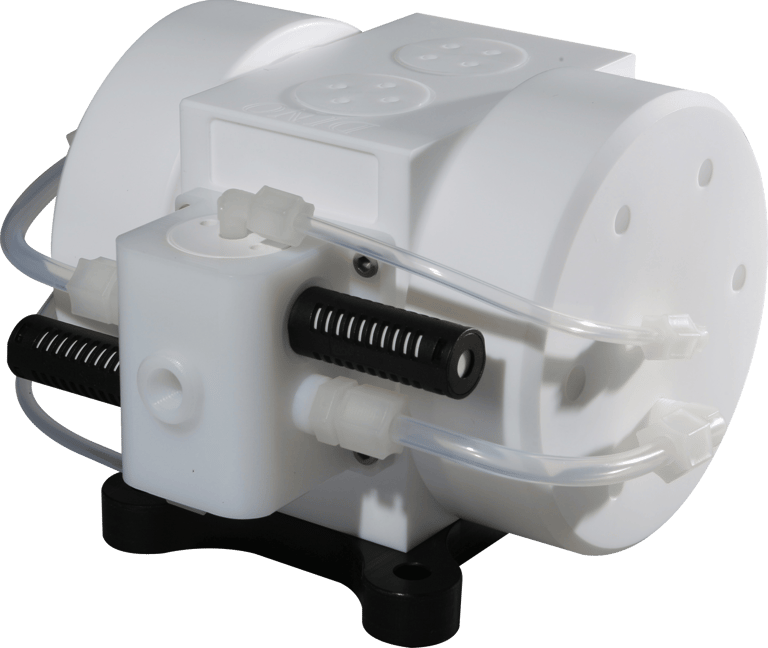
Application
Widely applied in Semiconductor, Solar, LED, Panel, PV, electronic, process system industries and so on.
Suitably transfer low capacity, high purity chemical liquid.
Using high anti-abrasion coefficient CERAMIC, no thermal expansion and contraction concern shuttle shaft and sleeve fit closely for perfect airtight, accurate and stable operating system.
Advantage
1.often used in transferring acid and hydroxides.
2.actuation parts are combined with special PTFE-TFM, excellent flexibility and smooth non-porous design.
3.The maximum temperature can reach 130 ℃.
4.Class 100 cleanroom testing, assembly, produce high purity, non-polluting electronic grade pumps.
5.obtained "separate air valve," "dry-run resistant" two design patents and approved by CE certificate.
Air Operated Bellows Pumps

